
Damascus Steel - Topic For January 2013
Well for the New Year we will discuss damascus steel. We can go into different patterns and ways to get the patterns. Methods of making damascus, power hammer versus press, hand work, etc. Steels you prefer. Preferred layer counts for different patterns. How do you prepare your steel for welding? And do you use a flux? If so what kind?
I prefer 1084 and 15N20. They weld great and result in a very serviceable blade. This mix also etches well. I have a little giant and will eventually get a press also. There are some patterns that you really need a press for. My preferences are random pattern, ladder, twist, and love w's. You can get some really interesting things in a random pattern because of the way the power hammer hits. I have a NC three burner forge which reaches welding heat at four pounds of pressure. I use anhydrous borax for flux and have no real issues with it. I have tried kerosene, but am more comfortable with the borax.
I will add more as this goes on. So lets hear what you all have to say. I also will add that if you are a member that has not gotten into damascus, please participate, ask any questions you have about damascus. Everyone can learn things from your questions and the answers.
Brion
Brion Tomberlin
Anvil Top Custom Knives
ABS Mastersmith
I forgot to add. Pictures would be great.
Brion
Brion Tomberlin
Anvil Top Custom Knives
ABS Mastersmith
Good topic, Brion.
For me, the bulk of the damascus that I make is from 1/8" 1084 and .065" 15N20 starting with 20-30 layers. I occasionally will start with varied thicknesses of layers though and will use 1/4" 1084 or 1/16" 1095 (since I don't know of a source for 1084 under 1/8"). This is usually when I am making a "W" pattern something like this:

I still use borax for a flux and usually simply use the 20 Mule Team variety solely because it is available locally. The only differnce that I have found between it and the anhydrous variety is that if the billet isn't hot enough to melt it on application, then it will foam and fall off more easily. I don't worry much about it corroding the bottom of my forge though as I have added about an inch of ground clay (generic kitty litter) to the bottom of the forge for protection.
I've never owned a hammer and do most of my work with a press. I have an Uncle Al press and do the bulk of the welding lengthwise on the dies (4" length). The press works well for welding as it applies an even pressure across the dies.
Looking forward to hearing everyone's techniques.
Gary
Wow, what a topic! For me Damascus has been quite a journey. I started welding Damascus in a coal forge with just a hand hammer. I moved onto a gas forge still using the hand hammer. From there I wnet to a rolling mill and then a press. All this was done using a special flux purchased from Centar Forge.
About a year and a half ago -maybe longer --, I switched to using kerosene and a parts washing fluid instead of flux -- Thanks Ron Newton. I now only use this or dry welding depending on the application by either mig tig or stick welding the seams shut.
Much of what I do with Damascus these days is multi bars-- mostly 4 way -- and tile cut and welded.
Brian

I much prefer the simpler patterns of damascus. From Random(if its well done)to W's etc. I cant say why the mosaics and tile cuts dont get me excited but they just done. I like the contrast and the unique characteristics that go along with the medium layer patterns.
It seems I do a lot of things ,........well...different. But lets stick to damascus. I am under the impression that most guys will press their patterns in when appropriate instead of grinding it in. I just dont like the presed in. But again, I'm weird. <img src=' http://www.americanbladesmith.com/ipboard/public/style_emoticons//smile.gi f' class='bbc_emoticon' alt=':)' />
Here is how I proceed to get my laddered W pattern.
after getting my billet worked up I orient it this way. Spine up.






This that same small blade. Principle is the same for larger blades. Ignore the chunk of stag I used to prop it up.



I mostly use 1095 and 15N20. I use the 3/8" thick 1095 and varying #s of 15N20 between the 1095.
How can a fella not like good random and twist?!?
I love twist.
When I was twisting inside the forge, I got an added dimension in the Damascus that I've never achieved elsewhere.
I called it "Wispy Twist".

I need to run right now but I will say that one of the key ingredients to my Damascus offering is hot-bluing.
I love what it does to the contrast.
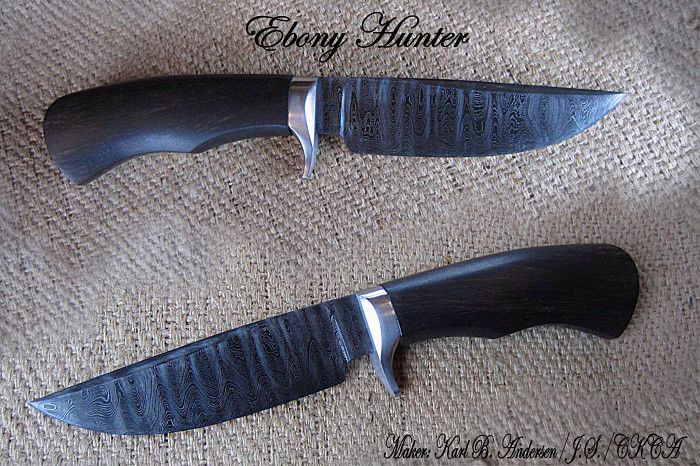


Karl B. Andersen
Journeyman Smith
A technique that has helped reduce potential problems for me with the welding of layers is to heat the billet to forging temp and do a light squeeze in the press before ever going to welding temp. This helps eliminate any voids between the layers as well as squeezing any flux or contaminants out from between them. I usually grind a slight crown to the pieces that I cut & stack to make sure that there aren't any low spots in the middle of the pieces. This seems to have eliminated any occlusion/inclusion problems.
Gary
Great topic,Brion
Great pictures Lin, I to have had better results with grinding my ladder pattern in instead of pressing it in. I know it can be done well both ways if you master the technique. I would hope some one will pipe in and give us good demo on how they press there pattern in.
Karl, nice work, I like the effect you get with the bluing.
As far as flux use, I like anhydrous borax the best. It takes very little to work well. I purchased some kerosene to try.
I look forward to more discussion!
Russell
I weld with a press (carlisle)and/or power hammer (50lb. mayer bros I payed $400 for 25 years ago, and have not had to repair at all)I grind in, and press in patterns. I cut-grind-restack and/or cut-grind-fold.
I use borax and kerosene. I use a horizontal forge and a vertical one.
As you can probably guess, if there was a Republicrat, I would probably vote for him/her. <img src=' http://www.americanbladesmith.com/ipboard/public/style_emoticons//smile.gi f' class='bbc_emoticon' alt=':)' />
Personally, I gravitate towards composites and twists, but like experimenting with things.
Dan
Great mini WIP Lin. I picture truely is worht a thousand words <img src=' http://www.americanbladesmith.com/ipboard/public/style_emoticons//smile.gi f' class='bbc_emoticon' alt=':)' />
To expand on a couple of things I said earlier --When I made random pattern with just a hand hammer, it did not look like anything that I could make with a press. The thousands of hammer blows really gave the damascus a different look. To be quite honest, Karl's photo of the Wispy twist is close to what I am talking about.
On the subject of flux -- or lack of, I stopped using flux because I found that the welds are so much better. There are some drawbacks to not using flux, but the weld quality out weighs the draw backs for me. I don't think there is any right or wrong, but what gives you the results thhat you are looking for is what counts. I try to keep a couple of knives going so I can work around letting billets cool.
My typical billet starts with 1084 and 15N20 stack 1 1/2" x 6". I tig weld the billet every inch or so and soak it in kerosene/parts cleaner solution. I used to use the mig welder to do this and I would grind off the mig welds after the initial forge weld, but recently got a tig welded so I use that now.
When I am 4 waying a billet, I mig weld all the seams shut and then grind off the welds on the sides but not the ends. The idea here is to get rid of the mig weld so it doesn't influence the pattern, but still keep the seams air tight. The full welds on the ends help support the billet during the intial welds.
When tile welding, I either mig weld the seams and grind off the welds, or tig weld them. For me, the best welds come from dry welding.
These methods work for me and I am certainly not saying that they are the best methods, just what gives me the best results right now. I am continually trying to mistake proof my procedures to get the best end results. I am even working on a modification of my proceedure to try to get even better results but have not done it enough to know if it is a success or flop. I will try to dig up some photos to show some of the things I am talking about.
Brian
Thanks for the details on dry welding, Brian. I've been thinking about kerosine welding since Ron Newton demonstrated it for me but I've not spent the time with it to feel confident enough to give up flux.
I enjoyed your comments on random patterns--hand forging vs press. I don't do a lot of hand hammered welds anymore but occasionally will do different things that can be done with the press that will give unique looks to a random. Things like altering the length & depth of the bite when I press the billet. I have also tried things like intentionally strucking uneven blows when forging the bevels both with the flat & cross peen of the hammer just for effect. This requires some extra grinding but can give some interesting effects.
Do any of you occasionally do anything special to alter your random patterns?
Thanks,
Gary
I have recently finished a damascus bowie, and my good customer asked me if I could take some photos of the process. So I will weigh in here and show you how I do a multi bar twist. I do love those twisty bars! I start with about 21 layers of 1075 ( its all that is avaiable down under ) and some re saw ( 15N20 ) I clean it up to 50 grit going across the bar. Make sure its clean, ( no grit in there ) Stack it up and stick weld it together on a stick
( no grit in there ) Stack it up and stick weld it together on a stick When iI have an even heat over the billet I remove it from the forge and give it a liberal coating of borax about dull cherry red, soaking time is important! Bring it up slow! When thats done bring the billet up to welding heat. I use a 90lb power hammer to set the weld and do second weld just to be sure. Grind off the stick weld and reduce/ strecth out the billet, cut and reweld until I have achieved my layer count, here it is 4 wayed.
When iI have an even heat over the billet I remove it from the forge and give it a liberal coating of borax about dull cherry red, soaking time is important! Bring it up slow! When thats done bring the billet up to welding heat. I use a 90lb power hammer to set the weld and do second weld just to be sure. Grind off the stick weld and reduce/ strecth out the billet, cut and reweld until I have achieved my layer count, here it is 4 wayed. As you can tell I started with 4 billets, so I'm making a 4 bar composite. Sorry have to go we are in catastophic fire condition here and there is smoke on the horizon, and the wind would blow the spots of a dog. to be continued!!! I hope
As you can tell I started with 4 billets, so I'm making a 4 bar composite. Sorry have to go we are in catastophic fire condition here and there is smoke on the horizon, and the wind would blow the spots of a dog. to be continued!!! I hope
Cheers Keith

Keith
Thank you for the outstanding reply post. As I was reading it I saw on the news headlines that Australia is experiencing catastrophic fires burning more than 325,000 acres. A friend of ours lives in Sidney and I know that it was 109 degrees there this week. Be safe!
Dan Cassidy
Journeyman Smith
Send an email to Dan

