
[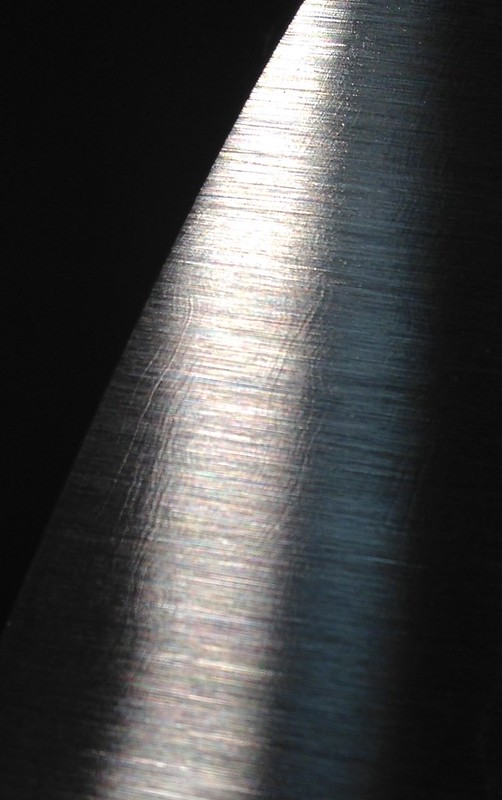
OK, I forged this small blade in coal. I was in no particular hurry and I did not over heat it as far as temperature goes. This is at 120 grit and I see what I think is alloy banding. It is over the entire blade. I don't believe this will negatively affect the performance and it's ok with me to see the effect in the finished blade. This steel is relatively new to me although it's make up is probably very similar to other steels I have used. The "banding" runs along the light reflection in the picture.
One question: Is this alloy banding? BTW, I have seen it in 5160 after long soaks.
Another: Have you experienced this with this steel? and Under what circumstances?
One more: What makes this steel prone to alloy banding over another steel?
Lin, I've seen that with 80CrV2 also....many times. It is even visible after normalizing and thermal cycling too. I can't say with certainty what it is or what caused it. I assumed it was banding of some sort. It usually doesn't show up when etched, but will occasionally with many, many etches.
It follows the edge parallel, even through the belly and up towards the tip. Like it bent with the steel when forging.
I've seen it on W2 also and even a couple times on 1075. It doesn't show up in the hand sanded stage of finishing or in etching here either. But rough ground at 120, it can be quite prominent at times. Again, not exactly sure why but it doesn't seem to affect performance at all. If it does....I can't imagine what 80CrV2 would be capable of without the 'banding'. <img src=' http://www.americanbladesmith.com/ipboard/public/style_emoticons//biggrin.gi f' class='bbc_emoticon' alt=':D' />
Sorry that I can't be much help as to the 'what' or 'why' but I've seen it too and performance seems great in spite of it.
Maybe Kevin can help out?
I used this steel on a few knives and love the performance. It may have banded all along and I just didn't notice.
I have a camp knife in progress for my wife that shows this also. It's 80CrV2 as well. Lin was a part of the forging process and can vouch for the heats. I also forged a full tang hunter from a smaller bar of 80CrV2 just before the camp knife, it shows no sign of the banding.
Chris

I wonder if it never got hot enough to fully dissolve all the alloy?
Karl B. Andersen
Journeyman Smith
Karl, the camp knife was forged hotter than the full tang hunter. The reason for the higher temp was to allow for the larger bar stock to be reduced on the power hammer. The hunter was all forged by hand hammer. Both were normalized post forging.
Chris
I've not used this steel but it appears to be similar to W1 with a little more Cr. I've not seen this with the W1 and I'm not sure what an extra .3-.5 Cr would do toward banding. Maybe Kevin can elaborate on this.
Gary

Gary I had been thinking along the same lines. Cr forms large and complex carbides, which, at least intuitively, seems like it could be a contributing factor. Lin mentioned he has seen similar banding in 5160, which has 70-90 points of chromium, and I've seen alloy banding in 52100 as well, which has 130-160 points of chromium. But then I did some googling and found an article describing similar effects with manganese.
The article's introduction states that:
"Microstructural banding in low-alloy steel is due to the segregation of substitutional alloying elements during dendritic solidification." This dendritic solidification would explain the wootz-like effect we sometimes see in the alloy bands themselves. The article then goes on to state that "several investigations have shown Mn to be the alloying element most responsible for the development of microstructural banding in low alloy steels ...[as] carbon migrates from low- to high-Mn regions during cooling." I found this somewhat surprising, as I have never experienced any banding in 1084, which contains some 60 - 90 points of Mn. 1084 doesn't contain any Cr, so who knows, maybe (and this is a very unscientific guess) it could be a combination of Mn and Cr.
Another thing about alloy banding is that it occurs mostly when cooling rates are very slow. Lin, do you know if the 80CrV was annealed when you received it? How long of a soak did you give the steel during normalizing? One interesting experiment might be to see what, if anything happens if you give it a good soak just above critical to get everything back into solution, and then let it cool a bit more quickly, perhaps even giving it a sub-critical quench to speed things up.
Thanks guys.
Great information Derrick. I think you're on the right track. The combination of these two alloys is probably the biggest factor to this result.
It's not a deal breaker or a detraction of function to my view so I will press on. I would still like to hear Kevin's take on this. This forum is a great place to get some of these things covered and documented for future reference.

Sorry that my forum time is limited these days, I am spending all of my time in the shop trying to meet the deadline for my ABS board knife for the auction, so this will probably be briefer than I prefer as well (well brief for me, at least <img src=' http://www.americanbladesmith.com/ipboard/public/style_emoticons//wink.gi f' class='bbc_emoticon' alt=';)' /> ). I have learned more about banding over the years because of my fondness for spheroidal annealing practices, and the work I have done with metallography of wootz. Banding is like the shingles virus, it is already there in the steel, we just don’t see it until we get a flair up from certain conditions. There is also pearlitic banding as well as alloy banding effects, it just isn’t as dramatic.
A major clue about the nature of the stuff can be seen in blades with hamons where the banding is very clear in the transitional area and in the spine but is absent in the martensitic edge. Carbon in solution is evenly distributed and so does not contribute to the segregated effects. Faster cooling rates reduce the time carbon has to diffuse to the segregated positions, until you reach super cooling such as the quenching operation where the carbon doesn’t diffuse at all but is trapped in position. At room temperature carbide and ferrite combinations, bonded together not solutions, are the most stable and thus most preferred states in the iron carbon system. Diffusion is driven by equilibrium, so the slower you cool the more it works, it is that simple.
With this in mind, another way to make that banding get all proud on you is with excessive low temperature cycling, around Ac1-Ar1 (approx. 1300F) allowing the carbon to move enough to get pulled into the carbide bonding but not enough to break the bonds and move it into solution. This is, after all, how subcritical annealing works. But to undo these effects all you need is one good normalizing heat that dissolves the carbide and puts everything back into solution.
Industry doesn’t like banding, consistency in too many desired properties is dependent on homogeneity. For knives it isn’t too much of an issue until it becomes excessive where carbon levels approach hypoeutectoid and thus rob the martensite of precious carbon. It also leads to inhomogeneity in edge stability if it is allowed to creep into that area, but some folks like the saw like nature of the ragged micro-effects. On the other hand in hypereutectoid carbon levels the same thing that accentuates that banding from slow cooling can also get into the grain boundaries and form nasty sheets which also cause problems.
As industry improves their pouring and ingot methods, or even eliminates it altogether, this problem fades. The CPM stuff sort of side steps the whole dendrite segregation thing.
"One test is worth 1000 'expert' opinions" Riehle Testing Machines Co.
Kevin, Thanks for your reply. I take it you're pretty much in agreement with the idea that banding is not detrimental to performance in blades, but it's incidental. It happens to some steels under certain conditions.
Well, its not ideal, but we are talking knives not parts for airliner landing gear. There are many things that should be much worse for knife performance that are more common and yet people are perfectly happy with the resulting knives. There are so many things that you need to push the steel to 150% to find the flaw, when in reality knife use rarely pushes steel much beyond a fraction of its potential.
"One test is worth 1000 'expert' opinions" Riehle Testing Machines Co.

{kind=link}